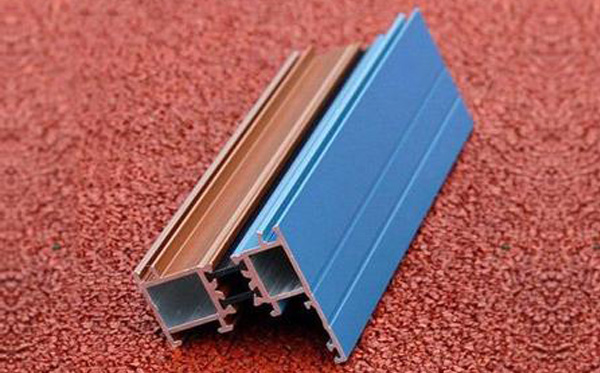
粉末噴涂是用噴粉設(shè)備(靜電噴粉槍)把粉末涂料噴涂到工件的表面�����,在靜電作用下�,粉末會均勻地吸附于工件表面���,形成粉狀的涂層����;粉狀涂層經(jīng)過高溫烘烤流平固化����,變成效果各異(粉末涂料的不同種類效果)的最終涂層;粉末噴涂的噴涂效果在機(jī)械強(qiáng)度���、附著力����、耐腐蝕和耐老化等方面優(yōu)于噴漆工藝,成本也在同效果的噴漆之下����。鋁型材的表面處理方式大體存在著陽極氧化、電泳涂裝及粉末噴涂三種處理方式����,每一種方式都各有優(yōu)勢�����,占有相當(dāng)?shù)氖袌龇蓊~�����。
鋁型材粉末噴涂有以下幾點(diǎn)顯著優(yōu)勢:
1���、工藝比較簡單��,主要得益于生產(chǎn)過程中主要設(shè)備自動精度的提高����,對一些主要的技術(shù)參數(shù)已經(jīng)可以實(shí)現(xiàn)微電腦控制�,有效地降低工藝操作難度�����,同時輔助設(shè)備大為減少�����;
2���、成品率高,一般情況下���,如果各項(xiàng)措施得當(dāng)�,可最大限度地控制不合格品的產(chǎn)生�;
3、能耗明顯降低����,在普通的陽極氧化、電泳涂裝的生產(chǎn)過程中��,水����、電的消耗是相當(dāng)大的�,特別是在氧化工序���。整流機(jī)的輸出電流可達(dá)到8000~11000a之間�,電壓在15~17.5v之間�����,再加上機(jī)器本身的熱耗��,需要不停地用循環(huán)水進(jìn)行降溫��,噸電耗往往在1000度左右�,同時輔助設(shè)施的減少也可以降低一些電耗���;
4����、對水�����、大氣的污染程度降低���,片堿����、硫酸及其它液體有機(jī)溶劑的不再使用,減少水及大氣污染�,也有效地提高鋁型材與作為環(huán)保產(chǎn)品的塑鋼型材的競爭實(shí)力,相應(yīng)地減少了一些生產(chǎn)成本���;
5�、工人的勞動強(qiáng)度明顯降低��,由于采用自動化流水線作業(yè)����,上料方式以及夾具的使用方式已經(jīng)得到明顯簡化,提高了生產(chǎn)效率�,也降低了勞動強(qiáng)度;
6�、對毛料的表面質(zhì)量要求標(biāo)準(zhǔn)有明顯降低,粉末涂層并且可以完全覆蓋型材表面的擠壓紋����,掩蓋一部分鋁型材表面的瑕疵,可以提高鋁型材成品的表面質(zhì)量;
7��、涂膜的一些物理指標(biāo)較其他表面處理膜有明顯提高����,如硬度、耐磨性�����、耐酸性����,可有效地延長鋁型材的使用壽命。
粉末噴涂采用的是粉末涂料����,工藝上采用的是靜電噴涂����,利用磨擦噴槍的作用,在加速風(fēng)的影響下��,使粉末顆粒噴出槍體時攜帶正電荷���,與帶負(fù)電荷的型材接觸���,產(chǎn)生靜電吸附�����,然后經(jīng)過高溫固化���。也增強(qiáng)了涂料的吸附強(qiáng)度,防止漆膜脫落���。
另外與傳統(tǒng)的油漆工藝相比��,粉末涂裝的優(yōu)點(diǎn)是:
1�、高效:由于是一次性成膜����,可提高生產(chǎn)率30-40%;
2����、節(jié)能:降低能耗約30%;
3�����、污染少:無有機(jī)溶劑揮發(fā)(不含油漆涂料中甲苯、二甲苯等有害氣體)��;
4��、涂料利用率高:可達(dá)95%以上�����,且粉末回收后可多次利用�����;
5����、涂膜性能好:一次性成膜厚度可達(dá)50-80μm,其附著力����、耐蝕性等綜合指標(biāo)都比油漆工藝好�;
6、成品率低:在未固化前�����,可進(jìn)行二次重噴。粉末涂裝工藝種類較多�,常見的有靜電噴粉和浸塑兩種。
從工藝本身來看��,具有相當(dāng)高的科技成分���,調(diào)配顏色各異的涂料�,產(chǎn)生不同色系的裝飾效果��,更加符合室內(nèi)裝飾的需要���,也是與鋁型材在建筑業(yè)的應(yīng)用向室內(nèi)發(fā)展的趨勢相一致的�����。特別是噴涂型材與隔熱斷橋的聯(lián)合使用����,使其具有更時尚的潮流�����,使粉末噴涂鋁型材具有了更大的發(fā)展空間,也是其他處理方式生產(chǎn)出來的鋁型材所無法替代的��。